摘要 活套控制在不锈钢退火酸洗线有着重要的地位。本文主要介绍宁波宝新不锈钢有限公司不锈钢热退火酸洗线3AP出口活套的硬件、软件方面的配置,活套控制系统的主要组成部分,重点介
摘要:活套控制在不锈钢退火酸洗线有着重要的地位。本文主要介绍宁波宝新不锈钢有限公司不锈钢热退火酸洗线3AP出口活套的硬件、软件方面的配置,活套控制系统的主要组成部分,重点介绍了活套的张力控制原理等方面的内容。
关键词:活套控制;硬件配置;软件结构;张力控制
对于连续退火酸洗机组,由于机组生产的连续性,要求在机组出口下卷操作时,工艺段的带钢要持续运行,出口活套的主要作用就是在出口段处于下卷状态时,工艺段可以不降速,这时活套处于充套状态。当出口段开起来后,出口段速度大于工艺段速度的时候,活套处于拉套状态。当活套量小于8%时,出口段自动降速,保持与工艺段的速度一致,活套处于相对稳定状态。13AP出口活套工艺介绍3AP出口活套工艺图如图1所示。
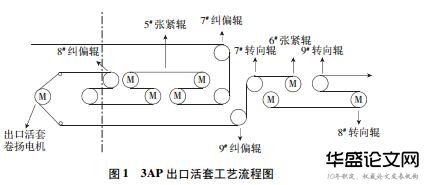
带钢首先由酸洗段经过7#纠偏辊,再经过5#张紧辊进入出口活套,出口活套总共有4层,最后带钢经过8#纠偏辊,9#纠偏辊至出口。
2出口活套控制系统结构
2.1出口活套硬件部分
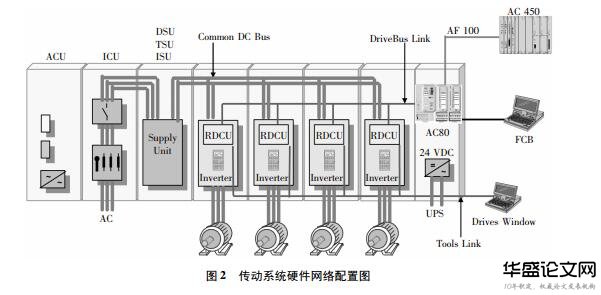
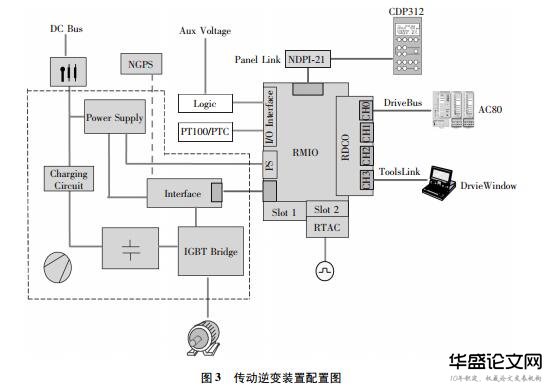
出口活套传动硬件,上级部分主要有AC450控制器、AC80控制器。传动部分一般是属于ACS600多传动控制的其中一部分,主要是RDCU-02C控制板和变频器部分,如图2所示。出口活套传动硬件逆变部分组成,如图3所示。
2.2出口活套控制软件部分
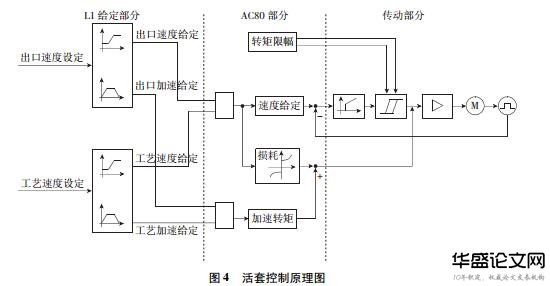
整个活套的控制系统可以分为3个部分:给定产生部分AC450、活套控制部分AC80、传动部分ACS600。3AP出口活套控制原理如图4所示。
2.3出口活套数据通信方式
数据进行交换主要是在L1、AC80,传动部分进行数据交换。就硬件而言L1与AC80的数据通信是通过AF100数据总线进行数据交换,AC80控制器相当于是L1下面的一个站。AC80与传动之间的数据通信是通过光纤ModuleBus进行数据交换。软件方面的通信主要是依靠相关的数据库和PC元素进行数据交换。L1和AC80之间的数据交换是通过DAT、DSP数据库进行交换,AC80接收是AFREC元素接收L1的数据,发送数据是AFTRA元素发送数据到L1。AC80和传动之间的数据交换是通过ACSRX进行。
3出口活套的控制技术
活套控制就是要保证在恒速、加减速时保持张力恒定;活套的位置控制直接通过改变出口或者工艺段的速度来实现。
3.1出口活套位置控制
活套位置控制是控制活套的实际位置和制动的距离。这个功能输出一个制动信号到出口和工艺段的给定,因此活套可以达到给定的位置。假如活套大车达到指定的极限位置,出口和工艺段就会有相应的F-STOP、E-STOP产生。实际位置计算是利用增量编码器或者绝对值编码器进行计算。
3.2出口活套的速度给定
出口活套速度给定主要有两种控制模式。Rolling_OP操作模式,只要当出口活套处于Tension_Avail(当ExLopTORQUE_REF2>ExLopTORQUE_POS*90%)状态时,出口活套就得到了ROLLING信号,处于ROLLING操作模式;Auxiliary_OP操作模式,当活套处于点动模式(JOG)或者活套处于建张状态(TIGHTEN)但张力没有建起来时,活套处于辅助操作模式。当处于ROLLING操作模式时,速度给定为:EXLOPsV_REF_RGN_W[(EX_SP-TM_SP)/2]+EXLOPsV_REF_RGN_W*5%+5m/min。当处于辅助操作模式时,速度给定TIGHTEDSPEED为5m/min,JOGSPEED(点动和联动)是10m/min。
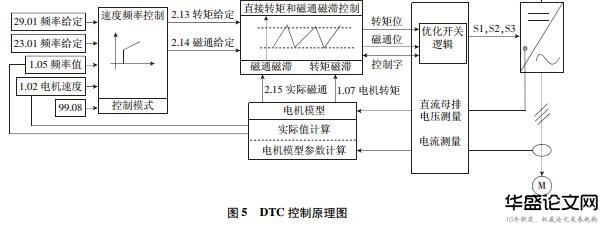
3.3出口活套的张力给定活套控制的直接转矩控制(DTC)基本原理图,如图5所示。张力给定选择功能,对于操作模式下的张力,输出一个精确的张力给定值。张力给定的改变根据以下操作模式:Operatingtension,Tighteningtension,Stand-stilltension。Operatingtension定义为正常的操作模式,在正常的操作模式下,Operatingtension给定模式被激活。Tightening模式,传动已经在张力模式下,应用张力还没有出现,传动的旋转通过速度控制下的一个速度值,直到速度控制器达到张力给定值的极限,得到设定张力值。Stand-stilltension模式,当传动已经停止或者活套卷扬的速度给定为0时,Stand-stilltension将会激活。当传动再次启动Stand-stilltension将会切断。总之,张力给定改变或者张力ON/OFF的改变都是通过斜坡,张力给定斜坡可以有效改善张力的动态调节过程。
3.4出口活套的直接张力控制
直接张力控制功能控制张力实际值和张力给定值的偏差。为了得到高静态和动态精确的带钢张力,直接张力控制是需要的。为了测量张力的实际值必须要有张力测量设备。对于带钢张力,一个直接张力测量值是通过张力计实现的。张力给定值和实际值的偏差送到PI控制器进行调节。当出口活套的参考速度小于0.5m/min、出口活套的电动机实际速度小于5r/min、出口参考速度等于0三者同时满足时,出口活套的DFC控制是不投入的,而TORQUEREF2由于给定速度远远大于实际速度,变频器参数中的速度调节器一直是饱和的,TORQUEREF2的值就是速度调节器的限幅。出口活套力矩的组成部分EXLOPoLOAD_COMP(ADD_TORQUE)+TORQUEREF2;其中EXLOPoLOAD_COMP=EXLOPsDVDT_TORQUE+EXLOPsLOSS_TORQUE+EXLOPsDFC_OUT+BENDING_TORQUE
3.5出口活套张力卸掉和张力建立
不管活套本身是处于ROLLING,还是TIGHTED状态,当活套的速度给定为0时,从L1给出1个TENSIONOFFPULSE的时候,通过逻辑给出1个CLOSEBREAK的SIGNAL,抱闸立即关闭。同时延时2s,把LOOPER_TENSION_ON的信号置为0。当LOOPER_TENSION_ON的信号置为0时,切断ADDED_TORQUE,切断速度给定,使速调输出也为0。请注意:卸张是卷扬的抱闸关闭,电动机不出力,这个时候的带钢不一定是松掉的。当有TENSION_ON_PLUSE或者TIGHTED的信号且同时有TENSION_AVAILABLE时,有LOOPER_TENSION_ON。
4应用效果
活套控制技术比较成熟,在连续生产线中应用十分广泛,如连续退火热酸洗线、冷酸洗线、光亮退火线等都有活套的应用,在维护得当的情况下,活套控制技术是比较稳定的。
我们在实际应用中存在一些问题。活套内的快停及急停限位的失效,失效原因是现场的活套模式选择开关一直处于维护有效状态,按照程序的逻辑当此开关处于维护有效时,快停限位及急停限位旁路失效,不能起到停车的作用,这是十分危险的,要特别注意。活套位置控制的自动功能失效:活套位置控制的自动功能失效的可能原因是活套位置计算错误,实际的活套量不准,也可能是传动的编码器或者同步功能有问题。
5结束语
活套的控制应该说还是比较复杂的,要对活套的控制吃透,我们还需要在日常的工作中进一步理解生产工艺,掌握设备原理,消化程序,不断进行实践、总结。希望以上的介绍能对了解活套控制起到抛砖引玉的作用。
转载请注明来自:http://www.lunwenhr.com/hrlwfw/hrgylw/9233.html