摘要 本文介绍了湛江钢铁转炉倾动装置的概况以及交流调速系统在转炉倾动装置中的应用及注意事项。转炉倾动传动系统的主从控制方法,阐述了转动倾动自动控制系统的主要设计思路,及
摘要:本文介绍了湛江钢铁转炉倾动装置的概况以及交流调速系统在转炉倾动装置中的应用及注意事项。转炉倾动传动系统的主从控制方法,阐述了转动倾动自动控制系统的主要设计思路,及自动控制系统的实现。采用该系统使倾动装置负荷分配合理、响应迅速、容错性高。经生产实践证明,该系统配置合理、可靠性高、运行效果良好。
关键词:转炉;倾动装置;交流调速;负荷均衡;主从控制
0引言
宝钢湛江钢铁炼钢厂装备3座350t转炉,炉体倾动机械结构为全悬挂扭力杆平衡型式,采用四台低压交流变频电动机驱动,倾动电动机由变频器一对一控制,通过冗余通信网络与PLC通信,提高系统的可靠性和灵活性。
1工艺设备概况
1.1工艺设备结构
倾动装置采用全悬挂扭力杆平衡型式,全正力矩设计,由驱动电动机、一次减速装置、二次减速装置、扭力杆平衡装置和润滑装置组成。一次减速装置有4台,分别对应各自的倾动电动机,固定在二次减速装置背对于炉体的另一侧,在其输出轴上安装的小齿轮与二次减速装置内悬挂大齿轮啮合。扭力杆平衡装置是旋转力矩平衡装置,通过扭力杆扭转来吸收扭矩并将扭矩转化为垂直的拉力和压力[1]。一次减速装置采用油池飞溅润滑,二次减速装置采用强制给油润滑。倾动装置配备有事故液压站,断电情况下可依靠液压动力将转炉摇回垂直位。
1.2控制要求
(1)转炉转动角度范围为±360°,倾动速度范围为0.15~1.5r/min,加减速时间为3s,转炉冶炼周期为36min。
(2)倾动电动机完全采用机械硬连接,这种连接方式保证不会出现转速互差和积累转速差的情况,因此,在这种结构中转速同步是通过机械结构实现的,电气传动系统的功能是保证转矩平均分配到各电动机[2]。
(3)倾动装置共有四台电动机驱动,正常时四台电动机均需投入。一台电动机故障时,其余三台电动机可使转炉正常倾动。两台电动机故障时只能以低速将转炉倾动至垂直状态。
(4)倾动电动机运行时会出现2~3倍短时过载的情况。
(5)转炉倾动的启动或停止,需要做到平滑柔顺,机械冲击小。
2电气传动技术方案
根据以上所述转炉倾动传动的工艺特点,倾动电动机必须采用变频控制以满足速度范围的需要;基于负载平衡分配的需要,倾动电动机与变频器之间采用一对一控制,并且必须采用主从控制方式;必须基于倾动电动机的过载能力选择变频器的容量;必须考虑主从控制方式下,倾动电动机故障容错的设计。
选择变频器时,采用高性能工程型变频器,具备有速度反馈的矢量控制模式。虽然设计时为全正力矩的方式,但不排除拆除炉底以及炉口结渣导致负力矩的情况出现,因此必须考虑制动,制动方式采用能耗制动。
根据电动机负载转矩的计算结果选择变频器容量,转矩的计算结果如表1所示。

表中Me为负载转矩与电动机额定转矩的比值百分数,考虑电动机负载的不平衡性确定最大力矩为启动力矩的1.1倍。变频器额定电流必须满足三台电动机倾动时最大力矩的要求[3],两台电动机倾动属于非正常情况,工作时间较短,允许变频器短时间内过载。现在主流的变频器品牌,一定周期内一般都会有1.2~1.5倍的过载能力。所以变频器额定电流的选择在1250~1350A较为合适。
主从控制,以一台倾动电动机为主电动机,其余倾动电动机作为从电动机。主电动机变频器采用速度调节型矢量控制模式,由PLC给定速度;从电动机变频器采用转矩调节型矢量控制模式,由主电动机变频器给定转矩,这样可以使负载转矩平均分配到四台倾动电动机上,四台倾动电动机都带有速度反馈装置,对于稳态转速精度及动态响应性都能满足要求。早期的倾动装置电气传动采用群拖的方式,即一台变频器带四台倾动电动机,在完全机械硬连接的结构下,虽然能够保证速度一致,但是变频器只能采用调速的控制模式,无法实现性能最佳,比如V/F控制(恒定电压和频率比值的控制方式),低频转矩输出以及动态调速性能难以满足要求,并且可能会出现负载转矩分配不平衡的问题。
四台倾动电动机的规格参数都一致,变频器调速性能也一致,因此四台电动机都可当做主电动机来使用,这样就有效提高了系统可靠性。
随着交流变频调速技术的发展,尤其是矢量控制技术出现之后,交流电动机的调速性能已经接近直流电动机,由于直流电动机故障率高,维护复杂,因此,直流电动机调速逐渐被交流电动机调速所取代,转炉倾动装置采用交流电动机调速也是大势所趋[4]。
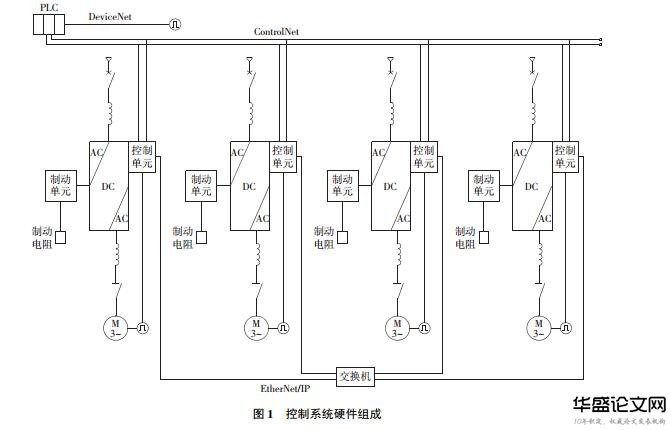
3控制系统硬件组成
变频器采用罗克韦尔公司的PowerFlex755系列,根据上面的计算结果,选用型号为20G11TC650AN0NNNNN,额定电流650A,采用两台变频器并联,额定电流可达到1300A,并联的两台变频器为一台倾动电动机供电。
PowerFlex755系列变频器自带EtherNet/IP网络接口,利用这个网络接口,在四套倾动变频器之间构建一个小型的工业以太网,作为倾动装置主从控制的硬件基础。
每套倾动变频装置还带有ControlNet冗余网卡20-750-CNETC,与PLC通信。编码器接口模块20-750-ENC-1,连接速度反馈编码器。速度反馈编码器为增量编码器,为变频器反馈电动机的实际速度,构成速度闭环,是矢量控制中不可缺少的环节。
PLC采用罗克韦尔公司的Controllogix系列,CPU为L72型,配备ControlNet冗余网卡,与变频器通信,DeviceNet网卡,与倾动角度编码器通信。
角度编码器为绝对值编码器,提供转炉倾动角度给PLC,PLC根据倾动角度完成控制。
控制系统硬件组成如图1所示,图中M为电动机,AC为交流电源,DC为直流电源。
4控制系统软件关键功能
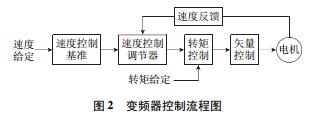
4.1变频器的主从控制
变频器控制流程如图2所示,通过选择参数SpdTrqPsnModeA的数值来决定变频器是速度控制还是转矩控制。主电动机变频器采用速度控制,从电动机变频器采用转矩控制。主电动机的速度给定来自PLC,EtherNet/IP网络接口将主电动机速度控制调节器的输出参数值(SRegOutput)发送至从电动机,作为转矩给定。任意1台电动机均可作为主电动机。当主电动机故障时,倾动装置停止运行,可在HMI上选择从电动机为主电动机,当从电动机故障时,该电动机自动切出,倾动装置继续运行,故障从电动机数为两台时,倾动装置限速运行。
4.2预励磁
变频器以零速启动,当电动机励磁饱和后,收到正转或反转命令,再开抱闸,这样转炉启动平稳,超调小。
4.3悬停功能
转炉停止时,电动机转速降为零之后,关闭抱闸,变频器仍以零速运行一段时间。这段时间内电动机是零速但满转矩输出,即在转炉停止运行后,变频器仍然处于工作状态,但是输出转速为零,转炉处于悬停状态。这种功能主要是为了满足转炉在出钢时快速点动的需要,转炉再启动响应快,冲击小,停止时炉子稳定。
5结束语
湛江钢铁投产以来,3座转炉倾动装置一直稳定运行,各个设备状态良好,很好地保障了生产的进行。为转炉顺利达产打下了坚实的基础,也为大型转炉倾动装置控制系统的设计提供了很好的借鉴。生产实践证明该系统传动控制方案的可行性,设备运行正常、安全、可靠,具有较好的起制动及动态性能。
参考文献:
[1]蒋慎言,陈大纲.炼钢生产自动化技术[M].北京:冶金工业出版社,2006.
[2]王树.变频调速系统设计与应用[M].北京:机械工业出版社,2005.
[3]章文超.转炉倾动力矩计算方法探讨[J].上海金属,2007,29(9):47
4]邵克志,张海昆.120t转炉倾动装置交流变频调速系统开发与应用[J].电气时代,2006(10):78.
转载请注明来自:http://www.lunwenhr.com/hrlwfw/hrgylw/9264.html