摘要 随着集成电路全产业链的迅猛发展,芯片版图面积大幅缩减,封装技术集成创新,器件微型化和SMT技术规模应用因其可靠、防震和稳定性已成为趋势。传统的料条、托盘等器件出货方式
摘要:随着集成电路全产业链的迅猛发展,芯片版图面积大幅缩减,封装技术集成创新,器件微型化和SMT技术规模应用因其可靠、防震和稳定性已成为趋势。传统的料条、托盘等器件出货方式逐步被编带所取代。为了更好地匹配后道SMT设备的高速运转,对于编带的封压效果(载带和盖膜粘合)提出更高的要求。对全自动IC编带机封压机构进行了介绍,对一体式封压机构的改进进行了探讨。
关键词:集成电路;编带;封压
1引言
集成电路(IC)封装测试完成,最终送达终端客户前还需要对其进行包装。随着器件微型化、表面贴装技术的规模应用和应用板级微组装的需求,IC出货的载体几乎全被编带模式所替代,IC编带工序顺势得到了快速发展,变得越发重要。由于早期编带企业对编带封压质量没有具体的要求,导致后道SMT设备在生产时出现了一系列问题,例如跳料、盖膜拉断、盖膜间断剥离等。近些年后道SMT设备不断的提速导致以上问题越发突出,因此对编带企业提出了一系列的要求,诸如编带的整体拉力、单边拉力的拉力范围、拉力波动范围、Cpk>1.33、封压痕的外观要求等。为了更好地匹配后道SMT设备的高速运转,编带设备的封压机构就必须顺势作出改进。
2集成电路编带工序介绍
集成电路编带工序也是集成电路成品检测的最后一道工序,主要目的是检测同一批次成品电路的打印字符是否一致(是否有缺字、少字、字符不清、字符部分缺失、倒字、空料、翻转等),管脚是否有损坏(包括缺脚、引脚受损、引脚宽度、引脚间距、引脚长短、引脚弯曲、引脚不共面等),如发现有打印字符不一致或管脚有损坏的,自动编带设备会将其自动挑选出来,然后将外形完好的成品电路放入载带的凹格中,再经过封压机构将载带与盖带粘合在一起,完成将成品电路“封装”在载带中的目的,最后将封有电路的载带收入收料卷盘,完成编带工作。
3编带封压机构介绍
3.1编带封压机构的分类以及各自特点
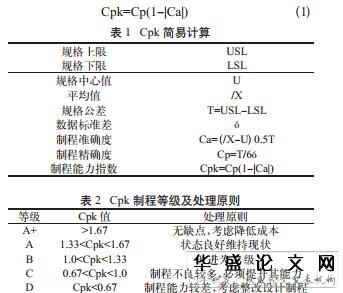
目前国内外编带设备的封压机构其结构主要有分体式封压结构(见图1)和一体式封压结构(见图2)两种形式。所谓一体式封压结构就是指上下封刀是一体的,而分体式封压结构是指上下封刀是分开的。本文讨论的是一体式封刀机构。
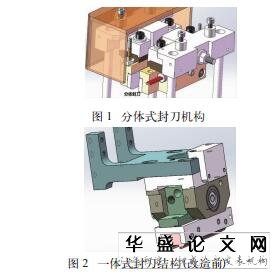
两种结构的特点为:分体式封压机构上下封刀独立加热,运动机构独立控制;一体式封压机构上下封刀加热是一体控制,运动机构也是一体控制。
3.2编带封压机构工作原理
一体式封压机构的工作原理为:利用气缸下压,电机带动凸轮摆动实现封刀上抬与下压工作的完成,以实现封刀与载带、盖膜的结合,利用封刀的高温将载带、盖膜粘合在一起。分体式封压机构的工作原理为:利用各自控制的气缸下压与上抬来实现封刀与载带、盖膜的结合,再利用封刀的高温将载带、盖膜粘合在一起。
4编带封压质量的提升
早期的编带封压只是简单地将盖膜与载带通过封压机构粘合在一起,对编带的封压效果并没有提出具体的需求。随着终端客户应用问题的凸显(如跳料、盖膜拨不开、盖膜间断剥离等),为了更好地满足终端客户的应用,封测企业对编带的封压提出了一系列的具体要求。
4.1封测企业对编带封压的要求
大型封测企业对编带封压的要求有四个方面。(1)封压的外观要求:压痕整洁、均匀、没有白点,没有断压,没有接痕。(2)拉力要求:拉力范围在30~70g,Cpk>1.33(有的甚至要求>1.67)。(3)剥离要求:对编好的载带进行过程检,用手对载带进行反复扭曲后盖膜压痕不会出现白点、剥离现象。(4)单边要求:拉力大于20g,上下边拉力差小于5g。
4.2一体式封压机构的改进(满足Cpk>1.33)
首先要深入了解什么是Cpk,其次就是通过编带拉力数据如何计算出Cpk。
Cpk(ProcessCapabilityIndex)的定义为制程能力指数,其意义为制程水平的量化反映(用一个数值来表达制程的水平),制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
还有两个相关参数Ca(CapabilityofAccuracy,制程准确度)和Cp(CapabilityofPrecision,制程精密度),根据这两个参数可得Cpk的计算公式为:
注意:计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。
怎样保证编带拉力指标能够满足现阶段大型封测企业的生产需求尤其是Cpk的要求且能够持续稳定,是我们下面要讨论的话题。本文讨论的一体式封刀机构,其工作原理是利用气缸下压、电机带动凸轮摆动实现封刀上抬与下压工作的完成,以实现封刀与载带、盖膜的结合,利用封刀的高温将载带、盖膜粘合在一起。所以封刀温度、下压力是保证载带、盖膜粘合最主要的因素。
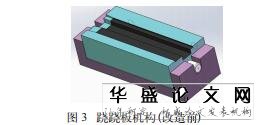
一体式封压机构包括上下两部分,如图2、图3所示,图2为封刀机构,图3为跷跷板机构。外界的干扰(如封刀机构的加工精度、装配、温度的热传导损耗)对于封刀的温度、下压力都会有一定的影响,因此需要在设计结构上加以改进,才能达到比较理想的封压效果。
4.3封压机构改进设计
4.3.1保温设计
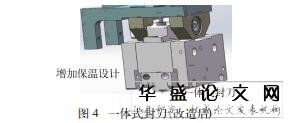
当加热封刀温度设置在160℃时,由于封压过程中外温的干扰加上不断的接触载带形成的热传导(根据热力学第二定律,克劳修斯表述为热量可以自发地从温度高的物体传递到温度低的物体,但不可能自发地从温度低的物体传递到温度高的物体,开尔文·普朗克表述为不可能从单一热源吸取热量,并将这热量完全变为功而不产生其他影响),封刀温度的一致性会受到不同程度的影响,即封刀的实际温度在运动过程中是不断发生变化的,不会一直保持在160℃,要想保证封压时的封刀温度不能有波动或者只有细微的波动,就需要对封刀机构进行保温处理。改进后的封刀外表面增加了保温层(见图4),增大加热棒功率,以保证封刀工作时温度的相对一致性。
4.3.2跷跷板机构改进设计
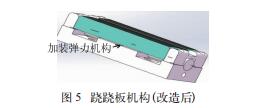
其次就是保证封压时封刀与载带、盖膜接触的下压力上下一致。为了满足这样的条件,在载带下方设计了跷跷板机构,其作用一是限位载带,二是当封刀下压后保证上下封刀与载带接触时的下压力力度相对一致。由于封压频率比较快(50ms完成一次封压动作),为了保证跷跷板机构能够快速复位,在其下安装弹力装置,这样就可以很好地保证封刀在工作过程中上下压力的一致性,从而满足编带上下单边的拉力相对一致性。这个装置的优点在于安装好后不需要外加任何的调试工作且稳定性较强,见图5。
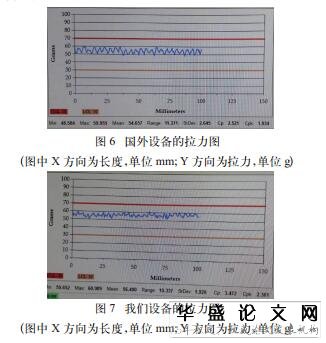
一体式封压机构的上下两部分只有很好地配合才能保证编带拉力的相对一致性。新设计的结构减低设备的调试难点,增强了设备的稳定性。此结构安装完成后,封压后的盖膜、载带可以保证整体拉力波动在15g以内,单边拉力波动在5g以内,单边拉力差在2g以内,Cpk>1.67,达到甚至胜过国外编带设备的封压效果,图6、图7分别是国外设备与我们改进后的设备的拉力图。
5结束语
随着近年来国内封装测试设备市场的高速增长,设备企业不断进行技术创新,设备的稳定性和可靠性大幅提升,大批新型的中高端集成电路测试设备投放市场,完善了产业链,支撑和保障了集成电路封测产业的发展,解决了多年来被国外设备垄断的难题,增加了国产封测设备的国际竞争力,国产设备正在不断缩小与国外先进设备的差距。
参考文献:
[1]郝志明.材料设计的热力学解析[M].北京:化学工业出版社,2011:28-32.
[2]朱滨.弹力力学[M].合肥:中国科学技术大学出版社,2008:45-48.
[3]朱慈勉,张伟平.结构力学[M].上海:同济大学出版社,2014:12-14.
[4]张晓玲,沈韶华.实用机构设计与分析[M].北京:北京航空航天大学出版社,2010:33-35.
转载请注明来自:http://www.lunwenhr.com/hrlwfw/hrkjlw/10485.html