摘要 摘要:本文介绍首钢连续退火机组新高度对中控制方案的工作原理,钢卷测径和定位模型,阐述滤波防抖控制在提高系统检测精度上的应用。新高度对中控制方案有效提高上卷效率,缩短
摘要:本文介绍首钢连续退火机组新高度对中控制方案的工作原理,钢卷测径和定位模型,阐述滤波防抖控制在提高系统检测精度上的应用。新高度对中控制方案有效提高上卷效率,缩短辅助时间,为机组提速增效奠定基础。
关键词:连续退火;自动上卷;高度对中;超声波测距;卷径测量
0引言
首钢迁钢连续退火机组入口全自动上卷系统是现代化生产线必不可少的功能之一。钢卷高度对中控制精度直接关系全自动上卷的成功率。以使用测径装置、编码器和光栅为代表的传统高度对中控制方案,因稳定性差、故障率高和维护量大等问题,已不再使用。首钢李立爱创工作室对传统方案进行优化,以超声波测距仪和接近开关为主要控件,采用非接触检测,滤波防抖控制及高度对中模型,实现系统高精度和免维护。新高度对中控制方案提高上卷效率、缩短辅助时间,为机组提速增效奠定基础。
1高度对中原理
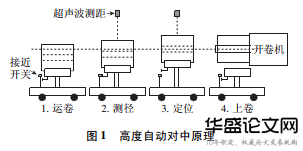
高度自动对中共分4步,如图1所示[1]。第1步,运卷:上卷小车将准备鞍座上的钢卷托起,横移到高度对中等待位置。第2步,测径:小车上升,通过超声波测距仪和接近开关配合测出钢卷直径。第3步,定位:利用钢卷直径和激光测距仪,上卷小车通过自动升降,使钢卷中心的高度与开卷机芯轴的高度一致,完成高度对中定位。第4步,上卷:保持钢卷高度不变,上卷小车向开卷机方向横移,到达机组中心位,完成整个高度对中作业。
2钢卷测径模型
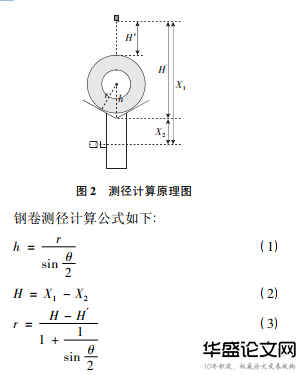
上卷小车底部接近开关固定安装在小车底座,挡铁随小车鞍座升降。钢卷上升过程中,测径工作是在接近开关检测到挡铁瞬间完成,如图2所示。式中:θ为小车鞍座端面夹角;r为钢卷半径;h为钢卷中心到鞍座端面延长线交点距离;H'为超声波测距仪检测距离;H为超声波测距仪到鞍座端面延长线交点垂直距离,为固定值;X1为超声波测距仪到接近开关垂直距离,为固定值;X2为鞍座端面延长线交点到接近开关垂直距离,为固定值。因X1值、X2值测量困难,所以无法准确测量得到H值。实际卷径计算过程中,通过卷尺实测钢卷外径,反推H值并代入系统使用,效果较佳。
3钢卷定位模型
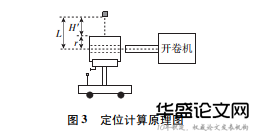
钢卷定位过程中,当超声波测距仪H'与钢卷半径r之和,等于超声波测距仪到开卷机芯轴距离L时,则定位完成。其中超声波测距仪到开卷机芯轴距离L可以通过钢卷上卷实际情况进行人工摸索调整,L为固定值。
4滤波防抖控制
开卷机芯轴缩径直径为560mm,涨径直径为610mm。钢卷内径为610mm,由于钢卷内圈存在松卷现象,所以实际内径为580~590mm。当钢卷中心与芯轴中心垂直距离小于15mm时,才能确保上卷成功。针对高度对中系统高精度要求,从设备选型上,我们采用倍加福超声波测距仪[2](型号UC2000-30GM),测量范围80~2000mm。
对超声波测距仪输入的模拟量信号,采用算术平均滤波法,每20ms采集一次,连续30个采样值进行算术平均运算。同时减小上卷小车单向液压调速阀开度,降低小车升降速度,由21.7mm/s降至10.9mm/s。
针对接近开关与挡铁接触瞬间出现的信号闪烁问题,采用防抖延时程序。以上滤波防抖控制措施有效提高系统检测精度和运行稳定性,收效显著。
5结束语
新高度对中控制方案以非接触检测、高度对中模型和滤波防抖控制为核心,凭借高精度、免维护的特点,在首钢多条连续退火机组成功应用,并迅速推广改造。100%的上卷成功率,提高上卷效率,缩短辅助时间,为机组提速增效奠定基础。
参考文献:
[1]刘兴,滕世辉,徐福顺,等.钢卷自动测宽测径[J].冶金自动化,2009,33(增刊2):645.
[2]黄志锋,梅树朋.中粤1100mm轧机钢卷高度对中控制[J].机电工程技术,2008,37(7):124.
转载请注明来自:http://www.lunwenhr.com/hrlwfw/hrkjlw/9341.html